
Page 19 - DJM型单型弹性膜片联轴器样本|JMJ型双型弹性膜片联轴器样本|JMC型双型弹性膜片联轴器样本|JMD型双型弹性膜片联轴器样本|JME型高速高性能膜片联轴器样本-格鲁夫机械设备制造有限公司
P. 19
联 轴 器
联轴器的安装与调整
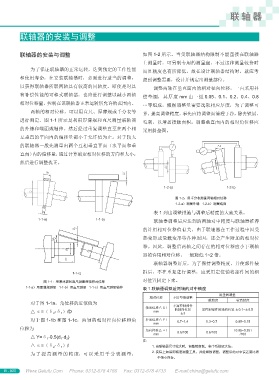
联轴器的安装与调整 如图 1-2 所示。当受联轴器结构限制不能直接在联轴器
上测量时,可另制专用的测量盘,不过这种测量较费时
为了保证联轴器的正常运转,达到预定的工作性能 而且精度也有所降低,故在设计联轴器结构时,就应考
和使用寿命,在安装联轴器时,必需进行适当的调整, 虑到调整需要,设计并规定出测量部位。
以获得联轴器所联两轴具有较高的同轴度。即使是对具 调整两轴在垂直面内的相对径向位移,一百采用补
有补偿性能的可移式联轴器,也应进行调整以减小两轴 偿垫圈,其厚度 mm 由一组 0.05、0.1、0.2、0.4、0.8
相对位移量,控制在该联轴器正常运转所允许的范围内。 …等组成,根据调整量需要选取相应厚度,为了调整可
两轴的相对位移,可以用直尺、厚薄规或千分表等 靠,提高调整精度,事先应将调整面清理干净,除去铁屑、
进行测定。图 1-1 所示是利用厚薄规和直尺测量联轴器 毛刺,以增加接触面积。调整垂直面内的相对角位移应
的外缘和端面或轴伸。然后经过重复调整直至在两个相 采用斜垫圈。
互垂直的平面内的偏移量都小于允许值为止。对于较大
的联轴器一般先测量出两个互相垂直平面(水平面和垂 ¶΅
直面)内的偏移量,通过计算确定相对位移的方向和大小,
然后进行调整找正。 ¶ȥ
¶ͦ
Ȩ ̿
¶ͦ
1-2-a) 1-2-b)
图 1-2:用千分表测量两轴相对位移
1-2-a)测量外缘 1-2-b)测量端面
Ȩ ̾ 表 1 列出调整措施与调整后精度的大致关系。
1-1-a) 1-1-b)
联轴器调整后应达到的两轴对中精度与联轴器推荐
Ȩ ̾ 的许用相对位移值有关,由于联轴器在工作过程中因受
Ȩ ̿ 热变形或受载变形等各种原因,还会产生附加的相对位
移。因此,调整后两轴之间存在的相对位移应小于联轴
ͱ ̿ ͱ ̾
器的许用相对位移,一般降低 1~2 倍。
联轴器调整好后,为了保持调整精度,并使部件装
1-1-c) 拆后,不在重复进行调整,应采用定位销将部件间的相
图 1-1:用厚薄规和直尺测量两轴相对位移 对位置固定下来。
1-1-a)用厚薄规测量 1-1-b)用直尺测量 1-1-c)用直尺测量轴伸 表 1 联轴器调整后两轴的对中精度
用垫圈调整
相对位移 不用垫圈调整
对于图 1-1a,角位移的近似值为 一般精度 较高精度
轴向位移△ X / 不需控制部件
△ α=(δ 2 -δ 1 )/D mm 的轴向位置 需控制部件的轴向位置 ±0.1~±0.5
±3
对于图 1-1b 和图 1-1c,两轴的相对径向位移和角 径向位移△ Y / 0.7~1.4 0.3~0.7 0.05~0.15
mm
位移为 角向位移△ α/ 0.6/100 0.6/100 (0.05~0.25)
△ Y=δ 1 -0.5(d 1 -d 2 ) mm /100
注:
△ α=(δ 2 -δ 1 )/l 1. 当联轴器尺寸较大时,调整精度低,表中系数取大值。
为 了 提 高 测 量 的 精 度,可 以 采 用 千 分 表 测 量。 2. 实际上如采用精密测量工具,并经细致调整,调整后的对中误差要比表
中值小得多。
B - 020 Www.Gelufu.Com Phone: 0312-678 4766 Fax: 0312-678 4733 E-mail:china@gelufu.com